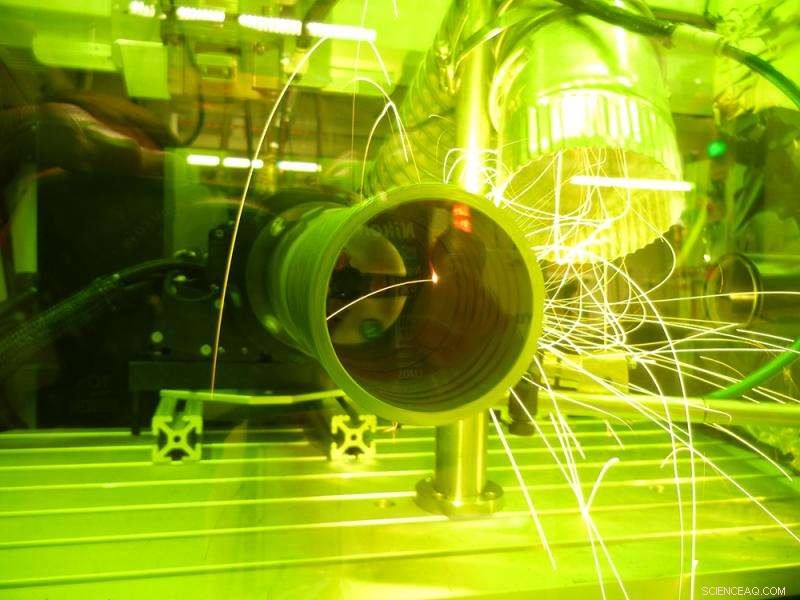
Kredit:B. Simonds/NIST
Svetsning sägs vara mer konst än vetenskap. Till viss del, detta är en nick till det vitala, skickligt arbete som svetsare utför. Det är också ett erkännande av det faktum att processens fysik verkligen är, riktigt svårt att förstå.
Jag gick med i ett NIST -projekt om lasersvetsning för ungefär två år sedan. Före detta, Jag hade studerat material för solpaneler och hade arbetat lite med laserbearbetning, men jag hade litet intresse för lasersvetsning. Vad som så småningom drog mig in, och vad motiverar mig nu, är hur komplex lasersvetsning är och möjligheten att bidra till förståelsen av en process som är så sammanflätad med vardagen, men ändå så mystisk.
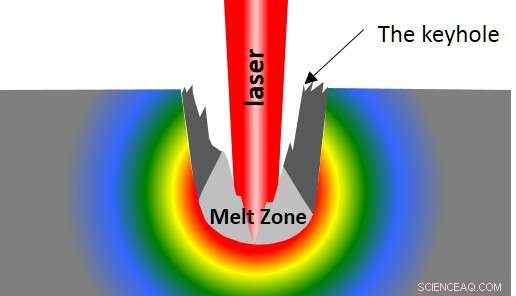
Akt I:Skapa ett nyckelhål
Lasersvetsprocessen börjar, som man kan tänka sig, när en laser är fokuserad på ytan av en metall. Även om ytan från början reflekterar det mesta av ljuset, det absorberar tillräckligt för att orsaka betydande uppvärmning. Denna uppvärmning förändrar något hur metallen interagerar med ljuset, vilket i sin tur orsakar mer absorption och ännu mer uppvärmning. När metallen är tillräckligt varm, det börjar smälta och avdunsta. Den nu smälta metallpoolen reagerar på denna avdunstning genom att återkalla och skapa en fördjupning i ytan, som en studsmatta som reagerar på en tung belastning. När denna depression är tillräckligt djup, det skickar tillbaka en del av det reflekterade ljuset till sig själv, vilket ökar det absorberade ljuset, skapar mer smältning, genererar mer avdunstning, gör en djupare depression, skapar mer absorption, sedan mer smältning, och så vidare. Detta fortsätter tills allt ljus absorberas och ett djupt hål, kallas nyckelhål, former. I tvärsnitt, det här ser ut ungefär som en smält metalltornado med ett ihåligt hålrum omgiven av en turbulent tratt med mycket het vätska. Allt detta händer inom de första millisekunderna.
I deras lärobok Modern Welding Technology, som har metaforiskt svetsats till min neocortex, H.B. Cary och S. Helzer uppskattar att så mycket som 50 procent av USA:s bruttonationalprodukt är beroende av svetsning i någon eller annan form. De uppenbara tillämpningarna av svetsning är vid tillverkning av stora saker som bilar och tåg, men det finns mindre uppenbara sådana som batterihuset i din mobiltelefon eller metallstenterna som används för att öppna igen igensatta artärer. Det visar sig att vi kan använda lasersvetsning i många av dessa tillverkningsscenarier, och genom att göra det, vi kan inse många fördelar. I vissa applikationer, laserns tätt fokuserade stråle ger bättre precisionssvetsar som de som behövs i biomedicinska enheter, batterier, och kärl för kärnstängsel, men i de flesta andra fall är det bara bra att använda laser.
Kredit:B. Simonds/NIST
Till exempel, det mesta av en lasers energi går till att göra själva svetsen, med mycket lite slöseri med att värma det omgivande området. Mindre avfall innebär lägre elräkningar. Också, den senaste lasertekniken är baserad på fiberoptik, som vi kan montera direkt på tillverkningsrobotar, påskynda produktionslinjer och öka tillverkningskapacitet. Nyligen genomförda studier visar också att det ekologiska fotavtrycket för lasersvetsning jämfört med traditionell svetsning är betydligt mindre både när det gäller resurser som behövs och farligt avfall som produceras.
Att vara en före detta solcellskille, Jag tycker att denna fördel är särskilt motiverande.
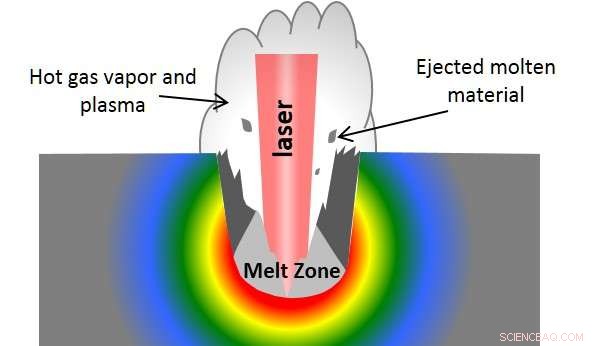
Akt II:En tornado av smält metall
På grund av kaoset nedan, ett hett moln bildas ovanför ytan på vår smält metalltornado. Detta moln består av fyra olika tillstånd av materia:fasta partiklar, flytande droppar, en varm gas, och till och med lite plasma. Var och en av dessa tillstånd av materia interagerar med den smälta ytan och det inkommande ljuset på sitt eget speciella sätt.
Industri väljer metalllegeringar för att passa en viss applikation baserat på dess krav på hållfasthet, hårdhet, korrosionsbeständighet, etc. Intressant, många egenskaper hos stål är inte skyldiga till järnet, men till de små mängderna (ofta en bråkdel av en procent av totalen) av andra element som kol, fosfor, kisel och zink. Som en kock som justerar smaken av en soppa med kryddor, en metallurg stämmer en metalls egenskaper genom att strö i små mängder av dessa element. Dock, den dynamiska processen med lasersvetsning kan förändra smaken genom att slänga ut mer av vissa element än andra. Detta kan ge dig en svetsad region som "smakar" något annorlunda än de omgivande osvetsade regionerna. Denna felaktighet i egenskaper kan leda till sprickbildning, Trötthet, spänning eller korrosion.
Kredit:B. Simonds/NIST
Med andra ord, en dålig svetsning.
Vad jag gör är att mäta spårlegeringselementen när de kastas ut ur tornado. Jag tycker att de använder en process som liknar de Bunsen -brännarexperiment som du kanske har gjort i gymnasiekemi. Om du kommer ihåg, du satte en "mystisk" substans i en låga och upptäckte dess identitet genom att observera ljusets färger som den avgav på en speciell betraktare. I mitt fall dock Jag väljer att göra några färger ljusare genom att selektivt rikta in element med en andra specialinställd laser som skjuter genom svetsplumen. Denna teknik får dessa spårelement att generera mer ljus, vilket gör att jag kan se element som annars skulle vara för svaga.
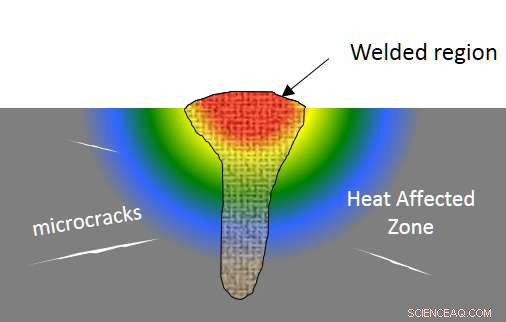
Akt III:Nedkylningen
Även om stormen har gått, hur svetsen ska fungera bestäms. När lasern har gått vidare, den smälta poolen av metall svalnar snabbt och blir igen ett fast ämne, nu överbryggar det som tidigare var ett gap mellan två separata metallbitar. Hastigheten med vilken denna bro bildas (kylhastigheten) avgör oerhört mycket om kvaliteten på svetsens slutliga struktur. Kylningsprocessen kommer slutligen att avgöra om sprickor kommer att bildas och vilken struktur den svetsade metallen kommer att ha.
För att studera den resulterande svetskvaliteten, vi måste ta isär svetsen och titta på den. Att göra detta, vi vänder oss till våra projektpartners vid NIST:s materialmätningslaboratorium. Där har de förmågan att dissekera en svets för att leta efter sprickor och defekter. Med hjälp av en rad atomtekniska bildtekniker, materialforskningsingenjör Ann Debay Chiaramonti i Nanoscale Reliability Group kan se hur svetsprocessen förskjutit enskilda atomer. Metallurg och svetssexpert Jeffrey Sowards i Structural Materials Group testar svetsar genom att dra isär dem eller komprimera dem till deras brytpunkt under extremt tunga belastningar. Att studera dessa processer är avgörande för att förstå varför svetsningar misslyckas och hur dessa fel är relaterade till svetsprocessen.
Kredit:B. Simonds/NIST
På grund av komplexiteten i lasersvetsprocessen, att direkt studera processen på ett systematiskt sätt kan vara svårt experimentellt. Därför, svetssamhället förlitar sig på komplexa modeller för att lösa mysteriet. Kvaliteten på utmatningen av dessa modeller är i sig kopplad till kvaliteten på datainmatningar som används.
Som man säger:skräp i, skräp ut.
För att hjälpa svetsmodellerna mot mer realistiska lösningar, vårt team utvecklar mätverktyg för att exakt mäta alla ingångar som behövs i varje steg i lasersvetsprocessen. Möjligheten att noggrant mäta dessa egenskaper över så stora, dynamisk tid, längd, och temperaturområden kräver en unik kombination av funktioner som endast NIST kan erbjuda, vilket gör detta arbete avgörande för svetssamhället.
Även om lasersvetsning har potential att ersätta 25 procent av befintliga svetsaktiviteter, den används för närvarande bara i cirka 0,5 procent. Att göra den skillnaden och inse allt det tekniska, ekonomiska och miljömässiga fördelar som följer med det kommer att kräva insatser som den vi strävar efter vid NIST. Jag är mycket stolt över att få vara en del av en sådan grupp och bidrar gärna till en forskningsinsats som har potential att göra en stor, meningsfull inverkan.