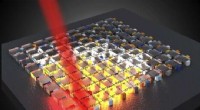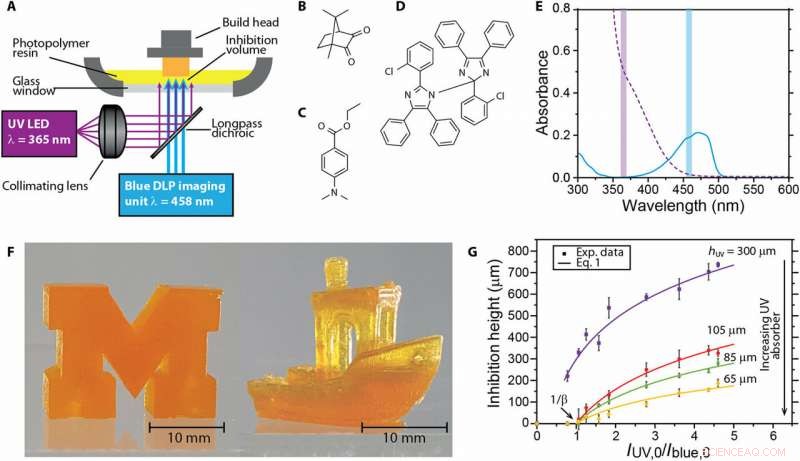
(A) Optisk installation för tvåfärgs SLA genom samtidig fotopolymerisering och fotoinhibition. Nära UV (365 nm) överlagras på mönstrat blått (458 nm) med en dikroisk spegel och projiceras genom ett transparent fönster i ett fotopolymeriserbart hartskärl. Strukturer av (B) fotoinitiator CQ, (C) medinitiativtagare EDAB, och (D) fotoinhibitor o-Cl-HABI. (E) UV-synliga spektra av CQ (fast blå linje) och o-Cl-HABI (streckad violett linje) i tetrahydrofuran (THF). UV- och blåvåglängderna som används av tvåfärgs AM-systemet markeras med de violetta och blå vertikala staplarna, respektive. (F) Massivt block M (vänster) och bogserbåt [modell detaljerad i (31)] (höger) tryckt med tvåfärgad fotopolymerisation/fotoinhibitions stereolitografi vid 500 och 375 mm/timme, respektive. (G) Polymeriseringsinhiberingens volymtjocklek påverkas av varierande intensitetsförhållanden för de infallande strålningsvåglängderna (IUV, 0/Iblue, 0) och hartsabsorbans (hUV). Kreditera: Vetenskapliga framsteg , doi:10.1126/sciadv.aau8723
Tredimensionell (3-D) utskrift, även känd som additiv tillverkning (AM), kan transformera ett material lager för lager för att bygga ett objekt av intresse. 3D-utskrift är inget nytt koncept, eftersom stereolitografiska skrivare har funnits sedan 1980 -talet. Teknologins utbredda tillgänglighet och kostnadseffektivitet har möjliggjort en mängd olika moderna applikationer inom biomedicinsk teknik.
Den moderna processen för lagervis tillsatsstillverkning är ändå långsam och påverkar hastigheten på objekttillverkning för föremål med kantade ytor. Kontinuerlig stereolitografisk utskrift kan övervinna gränserna genom att öka utskriftshastigheterna för att generera objekt med släta ytor. Nu skriver jag in Vetenskapliga framsteg , Martin P. de Beer, Harry L. van der Laan och medarbetare demonstrerar en ny metod för snabb och kontinuerlig stereolitografisk tillsatsstillverkning (SLA) i ett enda skott genom att ansluta råmaterialet till två våglängder ljus.
Materialforskarna utvecklade en metod med två ljuskällor; en för att stelna hartset och ett annat ultraviolett ljus för att förhindra att hartset härdar på enhetsfönstret under tillverkning av objekt. En zon utan oönskad stelning (inhiberingsvolymer) möjliggjorde effektiv användning av hartser och ökade hastigheten för 3D-utskrift vid en enda exponering, i motsats till skiktmässigt, konventionell tillverkning. En mängd olika material, inklusive termoplast, polymerhartser och oorganiska pulver har använts som media för tillsatsframställning (AM), med en mängd olika metoder, inklusive materialsträngsprutning, till pulverbäddssmältning och bindemedelstrålning. Särskilt, stereolitografisk AM (SLA) var av intresse i studien eftersom den är baserad på en mönstrad belysningskälla för att bota tvärsnitt av en önskad geometri.
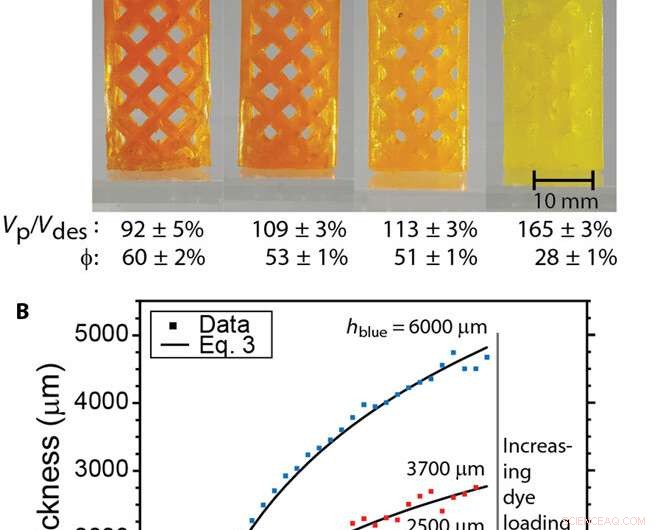
Snabb, kontinuerlig AM med tvåfärgad fotoinitiering och fotoinhibition. (A) Argyle -modeller tryckta med fotoinhibition för att möjliggöra kontinuerlig utskrift, med procenttalet tomrum (φ) och volymen för den utskrivna delen (Vp) i förhållande till den designade delen (Vdes) som visas under varje del. Det designade tomrummet var φ =57%. (B) Härdad tjocklek kontra dosering av blått ljus för fyra akrylatbaserade hartsformuleringar framställda med varierande blåabsorberande färgämnen (Epolight 5675). (C) Maximala vertikala utskriftshastigheter som kan uppnås för olika blå absorbanshöjder. All utskrift gjordes med Iblue, 0 av 110 mW/cm2 och IUV, 0 av 130 mW/cm2, med hUV på 125 μm. Kreditera: Vetenskapliga framsteg , doi:10.1126/sciadv.aau8723
I studien, de Beer och Laan et al. utvecklat ett AM -system som kan skriva ut kontinuerligt, vid relativt höga linjära hastigheter för att bilda 3D-strukturer i en enda exponering. Den experimentella installationen inkluderade ett bygghuvud som dras uppåt från ett fotopolymeriserbart harts och två belysningskällor med optik som arbetar vid olika våglängder (365 nm och 458 nm). I den experimentella inställningen, mönstrad belysning passerade genom ett transparent glasfönster underifrån och initierade hartspolymerisation.
Belysning med en andra våglängd inhiberade polymerisationsprocessen omedelbart intill glasfönstret för att möjliggöra kontinuerlig drift genom att eliminera polymerhäftning till glaset. De Beer et al. uppnått utskriftshastigheter på upp till två meter i timmen med hjälp av en process som är kompatibel för en mängd olika hartser inklusive akrylater, metakrylater och vinyletrar. Genom att variera ljusintensiteten per pixel, systemet kan också utföra materialytemönster i en enda exponering av skiktet, utan att översätta scenen.
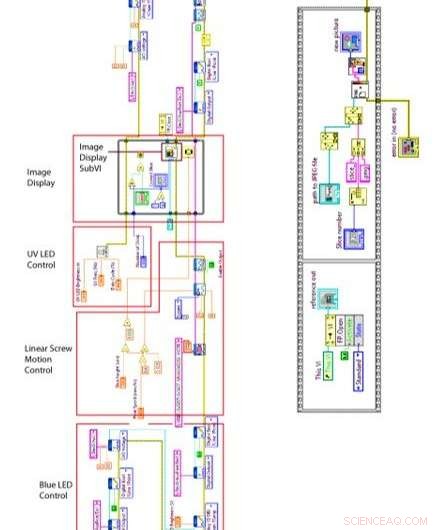
LabVIEW 2014 VI blockdiagram. (A) Blockschemat som används för kontinuerlig utskrift. De blå och UV LED -drivrutinerna, signalgenerator, och bildgenerering styrdes med hjälp av detta VI under utskrift. (B) Bildvisning-sub-VI för projicering av bilder. Kreditera: Vetenskapliga framsteg , doi:10.1126/sciadv.aau8723
En unik egenskap hos de experiment som utvecklats av de Beer et al., var uppnåendet av volymetrisk mönstring med användning av ett flerfärgssystem för fotokemisk polymerisationsinitiering och -inhibering. För fotopolymeriserbara hartser, forskarna använde kamferkinon (CQ) och etyl-4 (dimetylamino) bensoat (EDAB) som en synlig fotoinitator och medinitiator. För fotoinhibitorn använde de bis [2- (o-klorfenyl) -4, 5-difenylimidazol] (o-Cl-HABI).
I processen, en våglängd fotokemiskt aktiverad polymerisation, medan en andra våglängd inhiberade denna reaktion efter att ha skapat den önskade geometrin. För att kontrollera tjockleken på polymeriseringsinhiberingsvolymen intill enhetens fönster, forskarna varierade förhållandet mellan ljusintensiteter för de två belysningskällorna med hjälp av anpassad LabVIEW -programvara. Genom design, polymerisation kan därför kontinuerligt ske ovanför regionen för objektutskrift, genom att undvika skadlig fönsterhäftning.

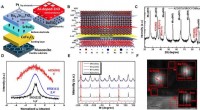
Våglängdsselektiv fotoinitiering och fotoinhibition av radikalmedierad, kedjetillväxt fotopolymerisation. Monomerer som undersökts inkluderar (A) bisfenol A -etoxylatdiakrylat (BPAEDA; n =4), (B) trietylenglykoldimetakrylat (TEGDMA), (C) bisfenol A -glycerolatdimetakrylat (bisGMA), (D) trietylenglykoldivinyleter (TEGDVE), och (E) N- (n-propyl) maleimid (NPM). Alkenomvandling kontra tid för hartsformuleringar (F) BPAEDA, (G) bisGMA/TEGDMA, och (H) TEGDVE/NPM (vinyleter- och maleimidomvandlingar betecknade med solida och streckade linjer, respektive) under kontinuerlig bestrålning med uteslutande 470 nm @ 100 mW/cm2 (svart linje, rutor), 470 nm @ 100 mW/cm2 och 365 nm @ 30 mW/cm2, (röd tråd, cirklar), och 365 nm @ 30 mW/cm2 (blå linje, ruter). Kreditera: Vetenskapliga framsteg , doi:10.1126/sciadv.aau8723
Forskarna använde DesignSpark Mechanical 2.0 eller Autodesk Fusion 360 för att designa modeller för 3D-utskrift och exporterade dem som STL-filer (filformat skapat i 3D-system). För att skapa bildskivor från STL-filerna, de använde skärningsfunktionen i Autodesk Netfabb 2017. Under utskriften, de visade bildskivorna samtidigt medan de flyttade bygghuvudet med LabVIEW VI. Den maximala utskriftshastigheten för kontinuerlig hastighet och kontinuerlig utskrift berodde på intensiteten hos den initierande och hämmande våglängden och mängden energi som krävs för att härda hartset, som härletts i studien. Som princip-bevis, de Beer et al. tryckta delar med en hastighet på cirka 2 m/timme för att skapa argylstrukturer. Efteråt, forskarna sköljde de tryckta delarna i isopropanol för att ta bort ofärdat harts.
För att karakterisera 3D-produkterna, de Beer et al, använde en gaspyknometer för att mäta volymen på de 3D-tryckta delarna. Under experimenten, forskarna placerade en provmassa i en cylindrisk provcell, som pressades med heliumgas därefter. Sedan genom att släppa trycket, de kunde expandera volymen av heliumgas, som omvandlades till provets volym. Forskarna utförde på samma sätt experiment för att bestämma gelfraktionen av prover som framställts via snabb och kontinuerlig 3D-utskrift.
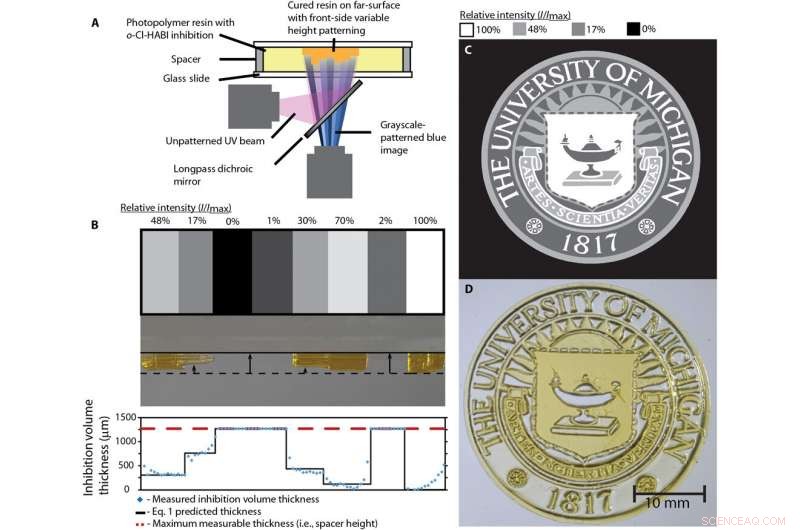
Tvåfärgad fotoinitiering och fotoinhibition möjliggör kontrollerbar, avlägsna mönster av komplexa 3D-strukturer. (A) Inställningar som används för intensitetsmönstrad utskrift. (B) Användning av bilder med variabel intensitet möjliggör pixelvis justering av IUV, 0/Iblue, 0, producerar variation i hämningshöjd och, därför, tryckt del topografi. (C) Fyra nivåers intensitetsbild av University of Michigan-sälen. (D) Del med variabel tjocklek producerad av en enda intensitetsmönstrad exponering. Kreditera: Vetenskapliga framsteg , doi:10.1126/sciadv.aau8723
I tillverkningssystemet, de Beer et al kontrollerade till vilket djup ljuset trängde in och slutligen botade hartset genom att kontrollera hartset blå absorbans, som härleddes i studien. Processen för fotoinitiering och fotoinhibition som beskrivs i studien var överförbar till en mängd olika monomerklasser för användning i installationen. Teknikerna och resultaten som observerats i studien är för närvarande ouppnåeliga med samtida metoder. Tidigare studier kunde bara uppnå tvåfärgsbestrålning för subdiffraktion och direktskrivande fotolitografi med hjälp av olika fotoinitator- och hämmarsystem, till de detaljerade för närvarande.
Dessutom, de Beer och Laan använde strålning med varierande intensitet för att producera härdade material med invecklade topografiska egenskaper i ett enda steg. Detta gjorde det möjligt att snabbt skapa personliga produkter, samtidigt som de flera och tidskrävande stegen som vanligtvis används vid mikrofabricering elimineras. På det här sättet, tillämpningen av flervågslängds system på SLA som demonstrerats i studien bildar en ny riktning inom ljusassisterad tillsatsstillverkning. Förutom volymetrisk polymerisationskontroll som beskrivs i sammanhanget, forskarna föreställer sig tvåfärgssystemet kan möjliggöra snabb tillverkning av delar med lokaliserade materialvariationer och kemiska egenskaper i ett enda steg.
© 2019 Science X Network