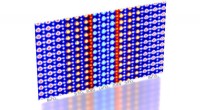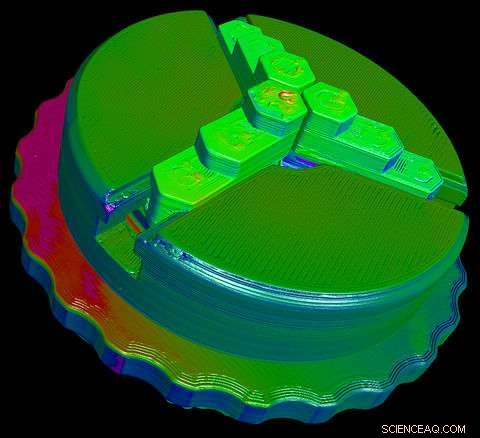
En CT -bild av en verktygschuck ca 80 mm i diameter. Upphovsman:Courtesy of North Star Imaging
Det är ofta så att en värdefull ny industriell förmåga för med sig en helt ny uppsättning utmaningar för mätvetenskap - och därmed, oundvikligen, för NIST.
Ett aktuellt exempel är den växande tillväxten för additiv tillverkning (AM)-den industriella motsvarigheten till 3D-utskrift där komplexa strukturer byggs upp genom successiv tillsats av lager, i stället för att antingen montera dem från separata komponenter eller börja med ett massivt block av material från vilket material successivt tas bort, ibland med ett antal bearbetningsverktyg, att ta fram den sista delen.
AM används redan för att tillverka ett brett utbud av apparater från medicinska implantat till elektroniska komponenter av flera material, precisionsvätskor, lampkomponenter, fiberoptiska kontakter, och mer. Men metoden ställer till problem för feldetektering och kvalitetskontroll:De exakta måtten och passformen för en enhets interna funktioner kan inte utan vidare utvärderas utan att enheten förstörs.
Som ett resultat, många tillverkare har vänt sig till en teknik som kallas röntgentomografi (CT), använts länge inom medicinsk bildbehandling men har alltmer använts under de senaste 15 åren för att undersöka kommersiella produkters dimensionella egenskaper. För närvarande, dock, det finns väldigt få överenskomna standarder för att utvärdera ett CT-instruments prestanda eller verifiera dess bilds noggrannhet.
Därför ingick NIST ett Cooperative Research and Development Agreement (CRADA) med North Star Imaging (NSI) i Minnesota, en tillverkare av industriella digitala röntgen- och CT-system, som har lånat ut en CT-enhet till NIST under CRADA:s treåriga löptid. Under tiden, NIST -forskare kan använda CT -systemet för att testa mätningar av kandidatreferensartefakter som så småningom kan användas vid standardiserad testning och kalibrering; på samma gång, NSI -systemet kan kännetecknas av krävande procedurer vid nationens standardlaboratorium.

NIST-artefakt skräddarsydd för att ge måttreferens för CT-bilder. Kredit:National Institute of Standards and Technology
"Just nu, vi är främst engagerade i att utveckla mycket väl beskrivna referensartefakter, "säger projektforskaren Meghan Shilling från NIST:s fysiska mätlaboratorium." Vi tar en artefakt som är utformad för att utvärdera prestanda hos ett CT-system och mäta det med hjälp av våra taktila sondkoordinatmätmaskiner, som har en mycket väletablerad mätnoggrannhet.
"Sedan lägger vi artefakterna i CT -systemet, mäta dem, och se hur data jämförs. En person i vårt team, som är en del av Engineering Laboratory på NIST, tillverkar metallprovstrukturer med hjälp av additiv tillverkning, där han avsiktligt lämnar några tomrum, som också kan avbildas med CT -systemet. På samma gång, vi arbetar också med att karaktärisera North Stars maskin, ge dem teknisk feedback som kan hjälpa till att förbättra deras systemdesign. "
"CRADA har varit oerhört värdefullt för NSI när det kännetecknar systemet för användning i förfining och förbättring av våra CT -systemdesigner, "säger Tucker Behrns, Engineering Manager på NSI. "Vi har kunnat samla in en mängd information genom att arbeta tillsammans med NIST -teamet samtidigt som vi fått objektiv feedback med fokus på metrologiska konsekvenser. Den unika mätkunskap och färdigheter som vi har tillgång till som ett resultat av detta avtal har gjort att vi kan få stora djup i vår förståelse av de kritiska aspekterna av maskinens funktion och prestanda. "
Ett samtidigt mål är att hjälpa till med utvecklingen av prestandautvärderingsstandarder som kan utfärdas över hela världen. "Både NIST och NSI är aktiva i standardorganisationer, inklusive International Organization for Standardization (ISO) och American Society of Mechanical Engineers, "Säger Shilling.
"Båda håller på att sätta ihop standarder för att specificera CT -system. Det enda prestationsutvärderingsdokument som finns nu för CT -dimensionell metrologi är en tysk riktlinje, och teamet som sammanställde riktlinjen är också involverade i utarbetandet av ISO -standarden. Så småningom, Vi hoppas också kunna sprida bästa praxis och lärdomar om tekniker och artefakter. "

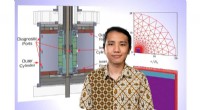
Insidan av NSI CT -bildanordningen. Röntgenkällan är till höger. Plattan i mitten är där provet monteras. Detektorskärmen (visas inte) är längst till vänster om höljet. Kredit:National Institute of Standards and Technology
CT fungerar genom att projicera röntgenstrålar av lämpliga energier genom ett objekt i successivt varierande vinklar. Olika typer av material absorberar eller sprider mer eller färre röntgenstrålar; så mäter röntgenstrålarna som överförs genom ett objekt med flera funktioner i olika vinklar avslöjar dess inre struktur. Vid en typisk medicinsk CT -skanning, en röntgenkälla roterar kontinuerligt runt kroppen, bygga upp 2-D eller 3-D bilder som avslöjar cirkulationsproblem, tumörer, ben oegentligheter, njurar och urinblåsa, huvudskador och många andra tillstånd.
Röntgen CT för tillverkade föremål använder exakt samma principer. I NSI -instrumentet vid NIST, ett prov/testobjekt placeras på ett stadium mellan röntgenkällan och en detektorplatta. Provet kretsar i en serie små vinkelsteg runt sin vertikala axel, och röntgenstrålen passerar genom den, tar en dataram vid varje position. Varje mätning ger en enda 2-D-skiva. Datorprogramvara integrerar alla segment och bygger upp en 3D-bild.
Dock, det finns många komplicerande faktorer. För en sak, prover kan innehålla både mjuka polymerdelar och flera hårda metalliska sektioner nedlagda i lager av smält eller sintrat pulver. Varje typ av material har en inneboende dämpningskoefficient (den lätthet med vilken röntgenstrålar passerar genom materialet), som är beroende av materialets sammansättning och densitet samt röntgenkällans energispektrum. NIST tillhandahåller tabeller över röntgenmassdämpningskoefficienter för element med atomnummer från 1 till 92 för specifika röntgenenergier. Men beräkning av dämpningskoefficienten för flerelementföreningar, såsom plast i kombination med metall, använder ett spektrum av röntgenenergi, är en utmaning.
"Vi kan variera spänningen och strömmen i röntgenkällan, "Shilling säger, "och vi kan placera olika filter framför strålen för att justera röntgenspektrumet som går vidare till måltestobjektet. Så systemet är mycket kapabelt att mäta material från plast till stål." Beroende på kundens behov och den detaljgrad som önskas, en mätning kan variera från en halvtimme till fyra timmar eller mer.
Men hur kan noggrannheten i dessa bilder utvärderas objektivt? Och vad är de optimala sätten att mäta olika material och konfigurationer? Svaren kommer sakta fram från mängder av försök, och "att utveckla rätt inställningar är lite av en konst, "Säger Shilling. Bortsett från att justera spänningen och strömmen i röntgenstrålen och filtermaterialet, både avståndet mellan röntgenkällan och provet, och provet och detektorn, kan justeras för att uppnå olika effekter.
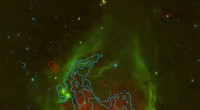
CT -bild av verktygsdelar. Upphovsman:Courtesy of North Star Imaging
På samma gång, Shilling och kollegor undersöker också aspekter av instrumentet som potentiellt kan leda till mätfel. "Till exempel, " hon säger, "när rotationsbordets vertikala axel snurrar, vi vill se hur mycket provet kan röra sig i andra riktningar - upp och ner eller från sida till sida. Det kan påverka kvaliteten på resultaten. Det vi har gjort senast är att karakterisera dessa rörelser på maskinens viktigaste axlar. "
Den ansträngningen kräver känsliga kapacitansmätare och laserinterferometrar som kan upptäcka extremt små förändringar i position. Dessa och andra mätningar kommer att fortsätta i ungefär ett år till enligt villkoren i CRADA.
"På NSI, "Behrns säger, "Vi har sett en betydande ökning av användningen av additiv tillverkning för produktionskomponenter på många av de stora marknader vi betjänar. När våra kunder fortsätter att utöka tillämpningen av denna teknik, Vi tror att CT kommer att spela en avgörande roll för identifiering och mätning av interna strukturer, vilket inte är möjligt med traditionella metoder. Att arbeta med NIST har gjort det möjligt för oss att påskynda utvecklingen av CT -mätteknik så att vi kan fortsätta att förbättra vår förmåga att betjäna denna snabbt växande marknad. "