Det enda omnämnandet av ordet svärd framkallar bilder av legendariska figurer:engelska riddare, Romerska gladiatorer, Japanska ninjor eller vikingakrigare. Vår fantasi målar dem större än livet, med sina lysande svärd som skär genom luften i bländande bågar. Vi är fascinerade av svärdet som inget annat vapen, ser det ofta som en skönhet. Faktiskt, många svärd är hisnande konstverk gjorda av en hantverkares skickliga händer.
Prisklassen speglar sorten. Du hittar alla typer av svärd, från billiga maskintillverkade kopior för så lite som $ 50 till handgjorda mästerverk som kostar $ 35, 000 eller mer!
Sword Image Gallery
Strax
I grund och botten ett svärd är en vässad metallbit som vanligtvis är mellan 61 och 122 cm lång med ett handtag ( fäste ) i ena änden. Den andra änden avsmalnar vanligtvis till en punkt. I denna upplagsartikel, du kommer att lära dig om svärd och hur de tillverkas med moderna metoder för att göra svärd, inklusive stegen som behövs för att skapa ett svärd:
Denna artikel behandlar grunderna i modern svärdstillverkning. Det finns många andra metoder som har använts genom historien och många skillnader mellan svärd tillverkade av knivsmeder från olika tider och regioner. Utvecklingen av ett japanskt svärd varierar betydligt från skapandet av ett europeiskt svärd. Den här artikeln ger en inblick i bladesmides fascinerande värld.
Låt oss börja med att titta på svärdets delar.
Innehåll
Det finns fyra grundläggande delar:
Blad - Längden på stål som bildar svärdet. Ett typiskt blad har sex områden:
Vakt - Metallbiten som hindrar en motståndares svärd från att glida ner över fästet och skära din hand. Skyddet på japanska svärd hindrade också händerna från att glida ner till bladet medan många europeiska svärdvakter också skyddade händerna inklusive fjärdedelskamp mot en sköld. Också, korsskyddet på ett europeiskt svärd kan hjälpa till med punktkontroll och manipulation av ett blad. Skydd kan sträcka sig från ett enkelt tvärstycke till en full korg som nästan omsluter din hand.
Fäste - Svärdets handtag, ett fäste är vanligtvis tillverkat av läder, tråd eller trä. Det är fäst vid bladets tang för att ge ett bekvämt sätt att hålla svärdet.
Pommel - Slutet av svärdet som fästen är på. Pommels är normalt större än fästen och hindrar svärdet från att glida ur handen, samt ger lite motvikt till bladet. De kan också användas som ett sätt att säkra fästen vid tang, och smiddes ibland av samma längd av stål som resten av bladet.
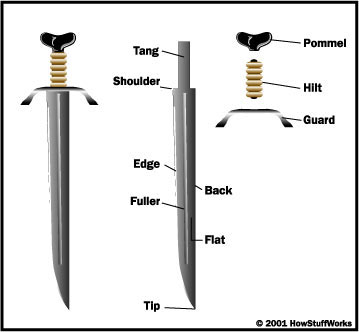
Svärd kan sträcka sig från strikt utilitaristiskt till helt ceremoniellt. I många svärd, vakten, hilt och pommel är mycket utsmyckade och fungerar som fokus för svärdets särart.
Kantvapen har varit en del av vår historia så länge som register har förts. Faktiskt, några av de tidigaste verktygen som användes av den primitiva människan var slipade stenbitar.
Svärd och knivar har spelat en viktig roll i varje stor civilisation. Även i dagens moderna samhälle, svärd används i många av de viktigaste militära eller statliga ceremonier och funktioner. Tänk på reklamfilmerna för U.S.Marines Corps och hur de fokuserar på Marine Sabre, eller riddarceremonin utförd av drottningen av England där ett svärd används för att röra vid den riddade individens axlar.
De tidigaste kända svorden var gjorda av koppar , en av de vanligaste metaller som finns. Kopparsvärd var mycket mjuka och dämpades snabbt. Senare, svärd gjordes av brons . Brons är en legering av koppar och tenn. En legering är en blandning av två eller flera basmetaller eller element för att skapa en annan metall med vissa specifika egenskaper. När det gäller brons, kombinationen av koppar och tenn skapade en metall som är:
Ett bättre svärd utvecklades med tillkomsten av järn . Järnmalm hittades lätt i alla delar av den antika världen. Järnmalm innehåller järn i kombination med syre. För att göra järn av järnmalm, du måste eliminera syret för att skapa rent järn. Den mest primitiva anläggningen som används för att förädla järn från järnmalm kallas a blomning .
I en blomning brinner du kol med järnmalm och en bra tillförsel av syre (tillhandahålls av en bälg eller fläkt). Kol är i huvudsak rent kol. Kolet kombineras med syre för att skapa koldioxid och kolmonoxid (frigör mycket värme i processen). Kol och kolmonoxid kombineras med syret i järnmalmen och bär bort det, lämnar en porös, svampliknande massa kallad a blomma . Blomningen hamrades sedan för att avlägsna de flesta orenheterna. Den resulterande metallen var lätt att arbeta med, men järnsvärd höll inte en kant bra och var fortfarande för mjuka.
Järn blev den valda metallen för svärd och andra vapen, och hjälpte till att skapa nya imperier. Både järn- och bronsvapen och verktyg gjorde en otrolig inverkan på maktbalansen under sina respektive framträdande tider. Faktiskt, de historiska perioderna är nu kända som Järnåldern och den Bronsåldern .
Så småningom, stål var upptäckt. Stål är en legering av järn ( ferrit ) och en liten mängd kol ( cementit ), vanligtvis mellan 0,2 och 1,5 procent. Stål tillverkades ursprungligen med en process som kallas cementering . Bitar av järn placerades inuti en behållare gjord av ett ämne med en mycket hög kolhalt. Behållaren placerades i en ugn och hölls vid en hög temperatur under en tid som kunde sträcka sig från timmar till dagar. Under denna tid, koldioxidvandring skulle inträffa, vilket innebär att järnet skulle absorbera en del av kolet från behållaren. Den resulterande blandningen av järn och kol var stål.

Stål har ett antal fördelar jämfört med järn och brons:
Nästan alla svärd som tillverkas idag är någon typ av stållegering. I de flesta moderna stål, det finns också ett antal andra element. Du lär dig mer om de olika stållegeringarna senare. Men först, låt oss prata om de verktyg du behöver för att göra ett svärd.
Innan a smed (en person som gör svärd, knivar och andra kantade redskap) kan skapa ett svärd, han måste ha rätt miljö och verktyg. En smidesbutik, kallade a smedja , är mycket jämförbar med en traditionell smidesaffär. På grund av de ångor och damm som skapas av smedningsprocessen, smedjan måste vara väl ventilerad. Var noga med att placera smedjan, städ och annan utrustning för att säkerställa att avståndet som knivsmeden måste färdas med det uppvärmda stålet hålls till ett minimum.
Den grundläggande utrustningen som används av knivsmeden har förändrats väldigt lite under de senaste århundradena. För de flesta smeder, den största förändringen har kommit efter det grundläggande smidesarbetet, genom att använda elverktyg för att slipa och polera stålet. Verktyg för handeln inkluderar:
Städ - Symbolen för smeden, städet är lätt den mest kända och mest igenkännliga smedutrustningen. Ett standardstäd har följande delar:

Hammare - Hammaren är en förlängning av bladsmeden. Han förlitar sig på det för att skapa svärdets grundform. Hammare som används av knivsmeder, och smeder i allmänhet, skiljer sig något från den typiska hammaren du hittar i en järnaffär. Huvudskillnaden är att smedhammare är det krönt , medan de flesta vanliga hammare inte är det. Kronad betyder att kanten på hammarhuvudet har blivit något rundad istället för kvadratisk. Kröning hindrar hammaren från att göra skarpa fördjupningar i stålet när bladsmeden slår det.
Hammare varierar mycket i storlek och syfte:
Tång - Tångar är ett mångsidigt verktyg som ingen klingsmed kan klara sig utan. Faktiskt, en typisk smedja har flera tångar. Tångar används för att hålla stålet medan det formas på städet. De används också för att placera stål i smedjan och hämta det, och för att släcka stålet.
Förfalska - Verktygen som nämns ovan låter dig forma stålet när det är varmt. För att värma upp stålet krävs en smedja. Typer av smedjor inkluderar kol , gas och elektrisk . De flesta bladsmeder har en av dessa tre för sin huvudsakliga smedja. Tiden och temperaturen kan variera mycket beroende på vilket stål som används och bladesmedens egen teknik.
Släck tank - En stor metallbehållare full av olja, stålet är nedsänkt i kyltanken efter att det har formats. Oljan som används i kyltanken förbättrar härdningen av stålet.
Slack badkar - Det här är helt enkelt en stor fat eller behållare med vatten som används för att kyla stål och verktyg.
Ytterligare verktyg - De flesta knivsmeder har några eller alla de verktyg som anges här för att runda av sin smedja. Också, ett komplement av standardverktyg, som skruvmejslar, sågar, tång och skiftnycklar är användbara.

När verktygen väl är på plats, då måste smeden bestämma vad han tillverkar och vilken typ av stål som ska användas ...
Vilken typ av stållegering en bladesmed använder för att göra ett svärd beror till stor del på deras erfarenhet och de egenskaper de vill ha i bladet. Legeringen som används är nästan alltid en form av kolstål . En viss mängd kol är nödvändig för att ge metallen tillräckligt hårdhet för att kunna ta en kant och hålla den. Men för mycket kol minskar bladets flexibilitet, vilket gör det sprött och mer troligt att det går sönder.
Jim Hrisoulas, författare till "The Complete Bladesmith, "rekommenderar ett stål med en kolhalt på cirka 60 till 70 poäng . I stål, kolhalten anges som punkter med varje punkt som motsvarar 0,01 procent av den totala kompositionen. Därför, 70 poäng betyder att legeringen har 0,7 procent kol i blandningen. Don Fogg använder faktiskt 1086 stål (.86 procent kol) och uppnår överlägsna resultat. Dock, ju högre betyg betyder inte alltid bättre stål. En process med noggrann värmebehandling möjliggör mycket hårda blad som är motståndskraftiga och sega.

De flesta stållegeringarna innehåller ett eller flera av följande element, var och en ger vissa fördelar (och vissa nackdelar). Medan elementen nedan är de vanligaste, det finns många andra som kan visas i en legering.
Innan du väljer en metall, bladsmeden skapar en design för bladet och bestämmer vad de viktigaste egenskaperna för det bladet kommer att vara. Till exempel, ett smalt blad som en rapier måste vara mycket flexibelt medan ett bredord kräver större hårdhet och styrka. Bladsmeden bestämmer också vilken metod som ska användas för att skapa bladet. Detta avgör vilka metaller som kan användas, särskilt legeringar av rostfritt stål. Rostfritt stål är otroligt svårt att smida och temperera ordentligt, men en smed kan köpa stänger av rostfritt stål och slipa dem i form med hjälp av lagerborttagning bearbeta. I lagerborttagning, ett svärdsblad görs genom att ta en stålbit och ta bort delar av det genom att skära och slipa tills du har önskad form. De flesta bladsmeder föredrar flexibiliteten smide ger dem när de skapar anpassade svärd. Ett smidd blad skapas genom att värma metallen och slå den i form.
Smidda svärd kan innehålla en enda metall eller en kombination av metaller. Den enklaste och vanligaste formen av smidd svärd använder en enda stållegering för att skapa bladet. Formgivningar graveras eller etsas ibland i stålet för att simulera den mer komplicerade mönstersvetsningen och Damaskusblad.
Mönstersvetsning , även kallad laminatstål eller mönstersvetsat Damaskusstål (se nedan), använder två eller flera metaller kombinerade tillsammans under smidesprocessen. Vanligtvis, lager av en stållegering kombineras med lager av en mjukare metall, såsom nickel. Skikten är vikta på varandra flera gånger, vilket hjälper till att avlägsna eventuella föroreningar i metallen. Det multiplicerar också det totala antalet lager kraftigt. Om en smed börjar med tre lager nickel mellan fyra lager stål, då kommer en enkel vikning att fördubbla antalet lager till 14. En annan vikning skulle göra 28 lager och en tredje skulle skapa totalt 56 lager!

När vikningen fortsätter, den mjukare metallen svetsar eller limar ihop stålskikten för att bilda en enda helhet. De mjukare metallskikten ger svärdet större flexibilitet utan att offra hårdheten hos stålet som behövs för skärkanten. När bladet är klart, det ges en syratvätt som får fram kontrasten mellan de använda metaller. Mönstren som skapats av de olika metallerna tillför bladet otrolig skönhet och kan vara ganska invecklade.

J. D. Verhoeven, A. H. Pendray och W. E. Dauksch publicerade en artikel i Journal of Metallurgy i september 1998 om Damaskusstål som vände upp och ner på den svärdframställande världen. De hävdar att äkta Damaskus stål är wootz stål. Wootz var en stålform tillverkad i Indien som hade ett mycket högt kolinnehåll. När stålet smiddes, en del av kolet skulle separera i band. Dessa band verkar mycket ljusa i färgen och resten av stålet blir ganska mörkt när det poleras och etsas. Resultatet blev ett mycket kontrastmönster. När bladsmeder lärde sig att arbeta med wootz -stål, de upptäckte att de kunde göra mönstren mycket invecklade genom att ändra bladets vinkel i förhållande till banden av kol och stål.
På nästa sida, vi kommer att titta närmare på smidesprocessen.
Bladsmeden förfalska är i princip en stor super het ugn. Traditionella bladsmeder brukar använda kolsmeder, men många andra föredrar gas- eller el -smedjan. Oavsett vilken typ en bladesmith använder, det önskade resultatet är detsamma:Att värma stålet till rätt temperatur för att forma svärdet.

Stål blir glödhet runt 1200 till 1500 grader Fahrenheit (649 till 816 grader Celsius) och lyser orange vid cirka 1800 F (982 C). De flesta stållegeringar bör bearbetas någonstans inom detta område. Om stålet är svalare och verkar blåaktigt, det kan krossas av hamringen. Omvänt, Stålet bör inte värmas upp högre än 1800 F (982 C) om inte det anges i legeringens användningsriktlinjer.
Efter att stålet värms upp, det första steget kallas dra ut . När du drar ut en bit stål, du ökar stålets längd och minskar tjockleken. Med andra ord, du plattar ut det till den grundläggande svärdformen. Genom att hamra längs ena kanten, bladsmeden kan göra stålets längd gradvis kurva för att skapa ett böjt svärd.

Nästa, smeden börjar avsmalning bladet. Avsmalnande används för att skapa bladets spets och tang. Det uppnås genom att hamra i en vinkel, börjar vid den punkt där avsmalningen ska börja och fortsätter till bladets ände. Ofta, avsmalningen skapar en utbuktning i bladets tjocklek som måste dras ut. När tangenten är klar, bladsmeden använder normalt en knacka och dö set för att göra trådar på änden av tången för hylsan att skruva fast.
Bladsmeden fortsätter att arbeta på bladet en sektion åt gången. Han gör detta genom att värma den delen av bladet (vanligtvis cirka 6 till 8 tum, 15,24 till 20,32 cm) tills det är glödhet och formar det med hammaren och andra verktyg. Han kommer att vända bladet igen och igen under hammningen för att säkerställa att båda sidor är jämnt arbetade.
Vid vissa punkter under smidesprocessen, smeden brukar normalisera stålet. Detta innebär helt enkelt att stålet placeras tillbaka i smedjan och värms upp igen. Sedan får det svalna utan att smeden gör något åt det. Målet med att normalisera är att jämna ut spannmål (kristallin struktur) av stålet. Väsentligen, varje gång smeden värmer upp en del av bladet och arbetar på det, han ändrar såväl stålets form som formen. Stålet värms upp till en temperatur som får det att austenize (järn- och kolmolekylerna börjar blandas). Stålet avlägsnas från smedjan och luftkyldes. Detta minskar påfrestningen som orsakas av oegentligheter i bladets sammansättning och säkerställer att kornet är enhetligt i hela bladet.
Till sist, före slipnings- och poleringsfasen, bladet är glödgad . Glödgning verkar ganska lik normalisering på ytan, men har ett avgjort annat resultat. Stålet värms upp till lämplig temperatur för att det ska austenisera. Stålet kyls sedan ner mycket gradvis. Vanligtvis, ett isolerande material används för att säkerställa att stålet inte svalnar för snabbt.
Glödgning tar flera timmar till mer än en dag. Syftet med glödgning är att göra stålet mjukt och lätt att slipa eller skära. När glödgningen är klar, bladsmeden kan börja slipa bladet.

Nu när bladet är glödgat, bladsmeden kan gravera alla mönster och räkna ut bladets kant och spets. Att använda en bältesslip är det vanligaste sättet att lägga kanten till svärdet, men vissa bladesmith föredrar att arbeta med filer.
Eftersom stålet är så mjukt, det kommer inte att hålla kanten om du försöker klippa något vid denna tidpunkt. Stålet måste värmebehandlas till härda den. På nytt, bladsmeden värmer upp bladet till punkten austenisering . Bladet måste värmas jämnt under denna process. Medan många smedar använder sin smedja för denna process, vissa använder a saltbad .
Salterna upphettas till lämplig temperatur och bladet suspenderas i saltbadet under en viss tid. Salterna som används i ett saltbad flytande vid en lägre temperatur än vad som behövs för stålet, men kommer att förbli en vätska bortom den temperaturen, skapa ett perfekt "varmt bad" för bladet. Ungefär som en kokande gryta med vatten, salterna värmer stålet jämnt och noggrant.

När bladet tas bort från smedjan eller saltbadet, den måste placeras omedelbart i släcka tanken . Oljan i kyltanken gör att stålet svalnar snabbt och jämnt. Om stålet av någon anledning inte svalnar jämnt, då kan bladet skeva eller till och med spricka. Också, bladet får inte lämnas i oljan för länge eller avlägsnas för tidigt. Båda misstagen kan förstöra bladet. Det finns allmänna riktlinjer för hur länge man ska släcka bladet baserat på ståltyp, olja eller annat härdningsmedium i kyltanken, och bladets tjocklek. De flesta klingarsmeder kommer att berätta att det främst är erfarenhet och instinkt tillsammans som hjälper dem att veta hur länge det är tillräckligt länge. Släckning fäller cementit i ferrit och skapar ett mycket hårt stål som kallas martensit .
Nu när stålet härdat, det kan vara tempererad . Härdning, eller värmebehandling, görs genom att värma upp bladet igen. Skillnaden är att den inte värms upp till den grad att austenisering sker. Härdning använder en mycket lägre temperatur, igen baserat på det använda stålet. Bladet hålls vid denna temperatur ett tag, sedan släcks det igen. De flesta knivsmeder tempererar ett blad flera gånger för att få den exakta hårdheten. Tanken är att metallen är tillräckligt hård för att behålla en kant men inte så hård att den är spröd, vilket kan få det att flisa eller spricka.

En vanlig metod för värmebehandling, särskilt gynnad av japanska svärdstillverkare, är att belägga bladet förutom kanten med en våt lerblandning som torkar ut och stelnar när bladet värms upp. Leran behåller värmen och fördröjer kylningsprocessen. Vissa bladsmeder kommer att skapa tjockare lerryggar som korsar bladet för att ytterligare bromsa kylningen i de specifika sektionerna. Tanken här är att sektionerna ska vara något mjukare än resten av svärdet, och kommer att öka flexibiliteten medan kanten håller sig hård.
När bladet väl härdat, bladsmeden lägger till resten av svärdet. Skyddet och pommel smides vanligtvis av smeden samtidigt som han skapar bladet. Skyddet är svetsat på plats på bladet, eller helt enkelt tätt mot axlarna och hålls på plats av fästen.

Fästet kan vara ett av flera material:
Fästet glider vanligtvis över tang för att vila vid bladets axel på ett svärd. (Knivfästen nitas eller limmas normalt.) Den hålls på plats av hylsan. Hylsan skruvas antingen fast på tangens ände eller så glider den över tangenten, i så fall är tangens ände utplattad för att hålla kvar kammaren. Några svärd har pommel och till och med skyddet alla skapade som ett stycke med bladet.

Efter vakten, hilt och pommel läggs till, det färdiga svärdet är polerat och polerat. Till sist, en bryn används för att slipa bladet. Den färdiga produkten är ett bevis på knivsmidens hårda arbete.
För mer information om svärdstillverkning och relaterade ämnen, kolla in länkarna på nästa sida.
Relaterade artiklar om HowStuffWorks
Fler fantastiska länkar