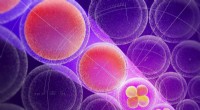
Kompression av 3D anisotropt gitter. Kompression av det 3D isotropa gittret. Filmuppspelningshastigheten är 10X snabbspolning framåt. Kompressionstesterna utfördes i olika riktningar. Kredit:Science Advances, doi:10.1126/sciadv.aav5790
Tredimensionell (3-D) utskrift eller additiv tillverkning (AM) är en populär teknik som för närvarande har väckt enorm uppmärksamhet som en lovande metod för att revolutionera design och tillverkning. Forskare har utökat dess tillämpningar från snabb prototypframställning till vävnadsteknik, elektroniska apparater, mjuk robotik och högpresterande metamaterial, men de flesta 3-D-utskriftstekniker använder bara ett enda material för att skriva ut delar eller forma komponenter med flera diskreta egenskaper med komplexa mekaniska gradienter som inte kan kontrolleras enhetligt.
Jämförelsevis, de flesta naturliga strukturer som fiskfjäll och sena-till-ben är gjorda av en mängd olika material med markant olika egenskaper som fungerar tillsammans. Som ett alternativ, funktionellt graderade material (FGM) har rönt betydande forskningsintresse på senare tid för att förbättra den mekaniska robustheten och flödestoleransen hos substrat. Detta möjliggör FGM 3-D-utskrift med brett inställbara utskriftsegenskaper i en enda process, som får allt större betydelse inom materialvetenskap.
I en nyligen genomförd studie, nu publicerad i Vetenskapens framsteg , Xiao Kuang och kollegor vid de tvärvetenskapliga avdelningarna för maskinteknik, Nanobiomekanik och avancerad strukturteknik i Kina och Kanada presenterade en 3D-utskriftsmetod i gråskala digital bearbetning (gDLP). I arbetet, de använde ljusmönster i gråskala och ett tvåstegshärdande bläck för att erhålla funktionellt graderade material (FGM) med hög upplösning och mekaniska gradienter upp till tre storleksordningar. För att demonstrera metoden, de utvecklade komplexa 2-D och 3-D gitter med kontrollerade buckling och deformationssekvenser, metamaterial med negativt Poisson-förhållande, förkirurgiska modeller med varierande styvhet, kompositer för 4-D-utskrift och en metod för att motverka förfalskning av 3-D-utskrifter.
3D-utskriftstekniker i ett ögonkast
För avancerade 3D-utskriftsapplikationer, Forskare hade demonstrerat PolyJet-metoden med flera bläckstråleskrivhuvuden för att samtidigt avsätta olika material på skrivarbädden. Dock, Metoden hade några anmärkningsvärda nackdelar inklusive höga utrustningskostnader, rigorösa hartskrav, begränsade materialval och ett relativt lågupplöst multimaterial utskriftsläge.
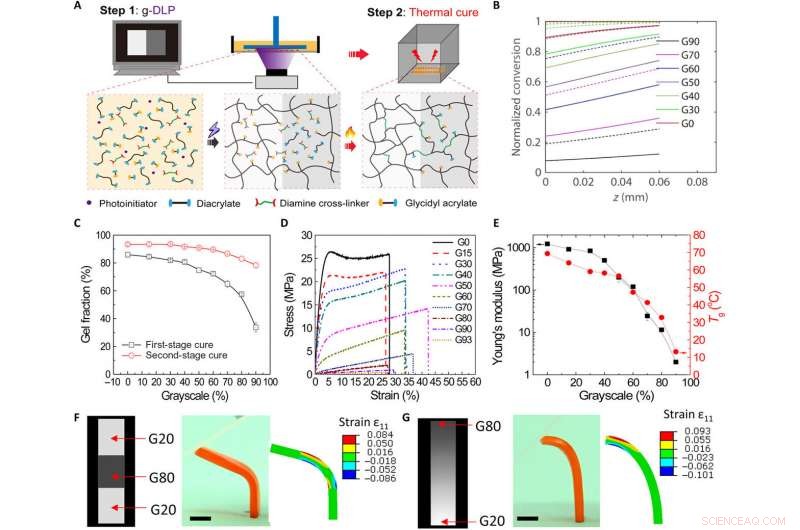
g-DLP 3D-utskrift av könsstympning via tvåstegshärdning. (A) Scheman som visar g-DLP-utskrift av graderat material via en tvåstegshärdningsprocess. Ett hybridbläck användes för DLP 3D-utskrift först följt av termisk härdning av den utskrivna delen i en uppvärmningsugn. (B) Förutspådd normaliserad omvandling av härdat material under olika gråskaleljus med endast en exponering (heldragna linjer) och multiexponering (streckade linjer) av modellen med exponeringstiden på 20 s och härdningstjockleken 60 μm per lager. (C) Gelfraktion av hybridfärg efter härdning i första och andra steget. (D) Dragspännings-töjningskurvor för tryckta material som använder olika gråskalor under utskrift (provstorlek,>3). (E) Youngs modul och glasövergångstemperatur för tryckta material som funktioner av gråskala. (F och G) Design, tryck del under bockning, och motsvarande FEM-simulering av graderade material som möjliggörs av g-DLP med användning av en diskret gradient (F) och en kontinuerlig gradient (G) gråskalemönster. Skala staplar, 5 mm. Upphovsman:Science Advances, doi:10.1126/sciadv.aav5790
Forskare sökte därför många andra 3-D-utskriftsmetoder, inklusive tillverkning av smält filament och direkt bläckskrivning, även om dessa tekniker inte fortsatte vidare på grund av långsamma utskriftshastigheter. När de använde digital ljusbehandling (DLP) baserad på digitala mikrospegelenheter (DMD) som en snabb, högupplöst AM-metod, polymerhartserna härdade abrupt och var för snabba i jämförelse. Medan metoder tidigare visade begränsad kapacitet att praktiskt taget tillverka funktionellt graderade material med avstämbara egenskaper. I en nyare teknik, forskare utvecklade kontinuerlig produktion av flytande gränssnitt (CLIP) som ett verkligt genombrott för att erbjuda den snabbaste 3D-utskriftstekniken nära produktionsnivån; också relevant för detta arbete.
Vi introducerar g-DLP (gråskala digital ljusutskrift) för att utveckla digitala material
I detta arbete, Kuang et al. utvecklat en ny, tvåstegshärdande hybridbläcksystem i ett enda kar för att uppnå digital ljusbearbetning i gråskala (g-DLP) 3D-utskrift. De syntetiserade hybridbläcket med bisfenol A etoxylat-diakrylat (BPADA), glycidylmetakrylat (GMA), ett diamintvärbindare, n-butylakrylat (BA), fotoinitiatorer och fotoabsorberare. I experimentuppställningen, de använde monokromatiska ljusintensitetsinställningar för att härda hartset lager för lager, analogt med CLIP-tekniken.
För detta, de använde ett syrepermeabelt membran för att separera den härdade delen från fönstret för snabbare utskrift. Forskarna skivade först den designade strukturen till bilder som motsvarar individuella trycklager, följt av att bearbeta varje bild med en MATLAB -kod för att generera gråskalefördelningen som innehåller de önskade egenskaperna. De överförde sedan bilderna av enskilda lager med gråskala mönster till UV -projektorn för utskrift.
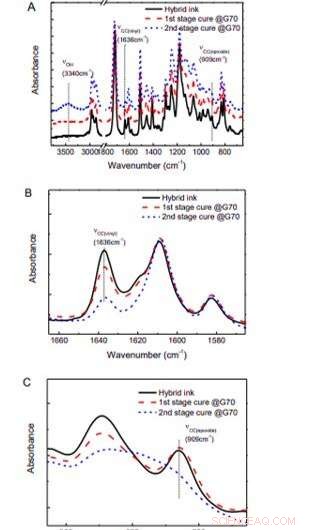
FTIR-spektra som visar tvåstegshärdningen för praktiskt tryck. (A) Hybridbläcket använder en G70-lampa för utskrift. (B) Det förstorade området som visar dubbelbindningsutvecklingen under tvåstegshärdningen. (C) Det förstorade området som visar epoxidgruppens utveckling under tvåstegshärdningen. Hybridbläcket härdades och bildade ett nätverk genom fotopolymerisation. Följande termisk härdning resulterar i både minskningen av dubbelbindningen och epoxidgruppen. Den kvarvarande monomeren och hängande funktionella grupper, såsom ändterminerad dubbelbindning och dinglande epoxidgrupp, skulle reageras ytterligare av diamintvärbindaren för att bilda fler bindningar. Kredit:Science Advances, doi:10.1126/sciadv.aav5790.
Under experimenten inducerade de radikalbaserad fotopolymerisation för att bilda polymernätverket och den tryckta strukturen, och visade att tvärbindningstätheten och modulen för materialet minskade med ökad gråskalaprocent. I arbetet, GMA-monomeren och diamintvärbindaren spelade en avgörande roll i den termiska härdningsprocessen och bestämde effekterna av gråskalefotopolymerisation av hybridbläcket.
Kuang et al. visade metodens olinjära beroende av ljusintensitet och utvecklade reaktionskinetikmodeller för att undersöka tidsberoende ljushärdning. Forskarna förhindrade ljusläckagebaserad upplösningsminskning i installationen genom att justera programvaran med ett optiskt system med mindre förstoring, eller via ökat fotoabsorberingsinnehåll för att förbättra upplösningen av tryckt material.
De övervakade den kemiska strukturutvecklingen under fotohärdning med Fourier Transform Infrared Spectroscopy (FTIR) och testade materialens mekaniska och termomekaniska egenskaper. Kuang et al. inkluderade tester på Youngs modul och glasövergångstemperatur (Tg) som funktioner av gråskaleprocenten för att karakterisera det nya materialet. Eftersom metoden erbjöd potentialen att skapa digitalt material genom att kontrollera gråskalan, forskarna följde de första experimenten genom att skriva ut prover av enkel geometri med graderade egenskaper.
De använde också finita elementmodellering (FEM) simuleringar för att förutsäga de graderade egenskaperna och deformationshastigheterna för arkitekturerna för att möjliggöra ett kontinuerligt gradientmönster. Detta tillät Kuang et al. att tillverka ett kontinuerligt graderat material som böjs med kontinuerligt växlande krökning vid applicering av en punktbelastning. Forskarna visade att de experimentella resultaten överensstämde med simuleringen av enpunktsböjningsbeteende.
Kompression av 2D-gittermetamaterial. Filmuppspelningshastigheten är 5X snabbspolning framåt. FEM -simuleringen förutspår de experimentella resultaten väl. Kredit:Science Advances, doi:10.1126/sciadv.aav5790. 
Forskarna använde sedan g-DLP för att utforska design och tillverkning av gitter och cellulära strukturer i studien. För detta tryckte de först ut en 2-D gitterarkitekturmatris med ett gråskalemönster av en triangulär region och ett tomt utrymme under det. Under kompressionsstudier inträffade deformationen endast i det triangulära området med mjukt material, där utrymmet under det triangulära bandet inte deformerades för att ge en sköld som skyddade något material under denna region. Forskarna visade att en sådan kontrollerad knäckning kan förbättra energiabsorptionsförmågan-verifierad med hjälp av det stabila spänningsfallet i den medföljande spännings-belastningskurvan. Som förut, FEM-simuleringen förutspådde exakt de experimentella resultaten.
Kuang et al. konstruerade sedan en 3D-gitterarkitektur, där de tilldelade varje lager ett annat gråskalevärde för att få en ren, tryckt galler med hög upplösning. Arkitekturen hos 3D-gittret visade sekventiellt deformationsbeteende – med tillämpningar inom energiabsorption. Forskarna kan utnyttja de graderade materialegenskaperna hos g-DLP-utskriftstekniken för att tillverka pre-kirurgiska modeller.
Till exempel, med metoden tryckte de vävnadsliknande strukturer med bioinspirerad mimik för att skapa ben (med gråskala G 0 ), mjuka muskler (G 85 ) och hud (G 70 ) strukturer. De kunde också designa en småskalig konstgjord lemstruktur med mjuka muskler (G 85 ) och hårt ben (G 0 ), som skrevs ut med g-DLP-metoden. Kuang et al. föreslå att man använder tekniken för att konstruera skräddarsydda arkitekturer med patientspecifika fysikaliska egenskaper för att bilda prekirurgiska modeller inom vävnadsteknik för regenerativ medicin.
VÄNSTER:Tillämpningar av g-DLP-utskrivna kompositer för sekventiella SMP-komponenter och 4D-utskrift. (A) Designa och skriv ut en del av en spiralformad SMP-komponent med ökande gråskalenivå på gångjärnet från G20 till G80. (B) Ögonblicksbild som visar den sekventiella formåtervinningsprocessen för den spiralformade SMP -komponenten med graderade gångjärnsmaterial i varmt vatten (~ 60 ° C). (C) Designa och skriva ut en del av en sekventiell SMP som en artificiell arm. (D och E) Ögonblicksbild som visar sekventiell formåterställning av en enda konstgjord arm (D) och konstgjorda armar för mjuk robotteknik för att lyfta en pinne (E) med en värmepistol. (F) Schematisk bild av en formskiftande film genom kalldragning av tryckta laminatfiberförstärkta kompositer med asymmetrisk fiberfördelning och återvinningsprocess. (G) Bilder av den tryckta remsan med 0° fiberorientering:originalform och böjningsformer genom applicerad sträcktöjning vid rumstemperatur. Skala staplar, 1 cm. Foto:Xiao Kuang, Georgia Tech. HÖGER:Kryptering via diffusionsassisterad färgning för graderade material. (A) Tvåstegshärdade filmer möjliggjorda av ett kontinuerligt gradient gråskalemönster (inuti G80 till utanför G0) över radien nedsänktes i fluorescein (B) eller färgämne (C) lösning följt av tvättning och torkning för att visualisera gråskalemönstret med UV ljus och synligt ljus, respektive. (D) Färgkinetik för filmen i (A) genom att analysera det röda värdet (RGB-färg) på bilderna. (E) Tvåstegs härdade filmer med utformningen av förskjutna diskreta gradient gråskala (G80 och G0) koncentriska cirkelmönster. Proverna i (E) färgades med användning av cyanfärgningslösning och motsvarande röda bildvärde över provet (F) såväl som fluoresceinlösning och det gröna värdet på bilden över sektionen (G). (H) Design av ett gråskalemönster för QR-kod och motsvarande bilder av det färgade mönstret med fluorescein under UV-ljus. (I) Design av ett gråskalemönster för ett visitkort färgat med svart färglösning. Skala staplar, 5 mm. Fotokredit:Xiao Kuang, Georgia Tech. Kredit:Science Advances, doi:10.1126/sciadv.aav5790. 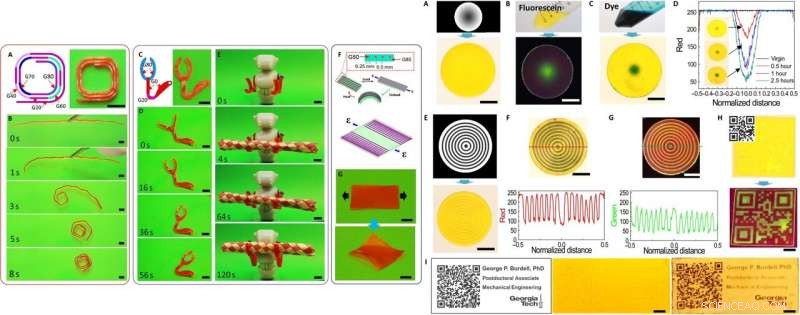
Det g-DLP-tryckta materialet kan programmeras eller ställas in över ett temperaturområde (T g ) från 14 0 C till 68 0 C för användning som formminnespolymer (SMP), som uppvisade aktivering vid olika temperaturer. För att visa detta, de konstruerade ett spiralformigt mönster, som när den värms upp till 60 0 C öppnas för att bilda en rak linje, följt av kylning i is för att återgå till den ursprungliga konformationen. Dock, om de spiralformade strukturerna trycktes med samma gråskala (G20), alla gångjärn återställde sin form samtidigt med samma hastighet, om än utan formåterställning till den ursprungliga arkitekturen. Forskarna undersökte sedan tillämpningarna av sådana SMP genom att utveckla en robotarm.
Eftersom de graderade materialen hade olika moduler och T g , detta ledde till olika diffusivitet i det experimentella systemet. Forskarna kunde därför se de olika gråskalemönstren med en mängd olika färgämnen. Kuang et al. föreslår användning av fluoresceinfärgning för kryptering och anti-förfalskningstillämpningar. Till exempel, när forskarna inkluderade en QR-kod (quick response) i en film med gråskalemönster för utskrift, följt av fluoresceinbehandling, mönstret blev bara synligt under UV -ljus och osynligt under synligt ljus. Vidare, när Kuang et al. skrev ut en QR-kod som ett gråskalemönster och skannade den med en smartphone, forskarna kunde länka direkt till informationen eller webbplatsen kodad via internet, förhindra förfalskade 3D-produkter.
På det här sättet, Kuang et al. utvecklat en g-DLP 3-D-utskriftsteknik via tvåstegshärdning för att uppnå högupplöst digital tillverkning med komplexa former och programmerbara funktionsgradienter. Forskarna syftar till att optimera beståndsdelar i materialet för ytterligare utskriftstillämpningar. De kunde direkt utveckla komplexa 2-D/3-D gitter, metamaterial, 4-D-utskrift med formminnespolymerer och producera anti-förfalskningsmetoder som var inbyggda i själva 3-D-materialet. Forskarna strävar efter att ytterligare förbättra den nya g-DLP-metoden för att konstruera material för framtida tillämpningar, inklusive 4-D-utskriftsmetamaterial, biomimetiska förkirurgiska modeller, mjuk robotik och tillsatstillverkning med invanda cybersäkerhet.
© 2019 Science X Network